
Graphskill Use Thread Rolling - Why?
The advantages of Thread Rolling
There are two ways of applying thread to a component, cut threading and roll threading (essentially here we will limit ourselves with male threads)
Cut Threading
There are several ways of applying a thread to a bar, from the very traditional Tap and Die, single point threading on a metal lathe, bar threading machines that use the chasing method, and in some applications, lasers.
Essentially cut threading means removing material from the bar. It often used as it is flexible in terms of the type and length you can cut.
At Graphskill, although we can do cut threading where required, we mainly use roll threading and here we will briefly look at why.
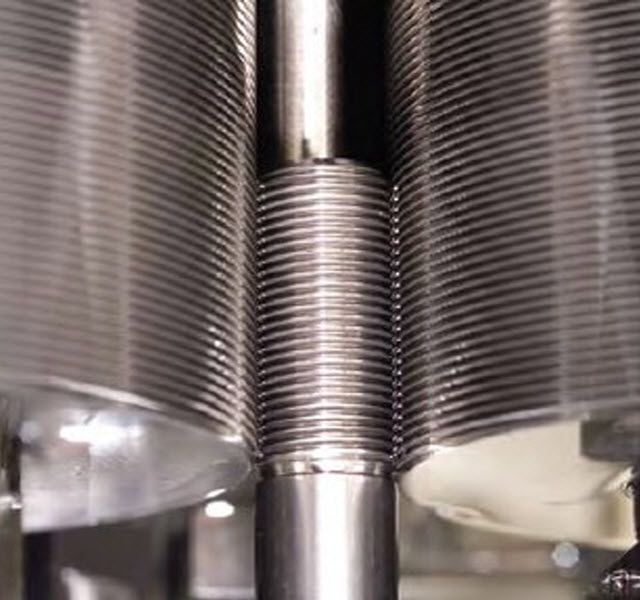
Roll Threading
With Roll threading there is no cutting, milling or chips, it is a more accurate, easier and faster way of creating a thread. Thread rolling is a method of cold forming in which the material is stressed beyond its elastic limit, being deformed plastically (and therefore permanently), thereby forming the material continuously. During the process the grain structure is displaced but not broken enabling the material to flow continuously in an axial direction. Essentially the bar is formed into a mirror image of the hardened steel rolling die (and therefore is one of the main disadvantages - you need a set of roll dies for each thread type/size)
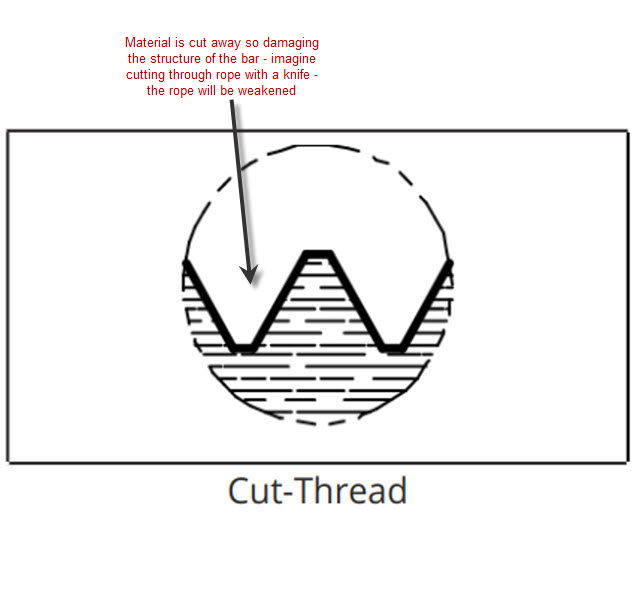
As we can see in the diagram below, cutting removes a portion of the material which leaves it in a weakened state
But if we now look at the rolled thread in comparison
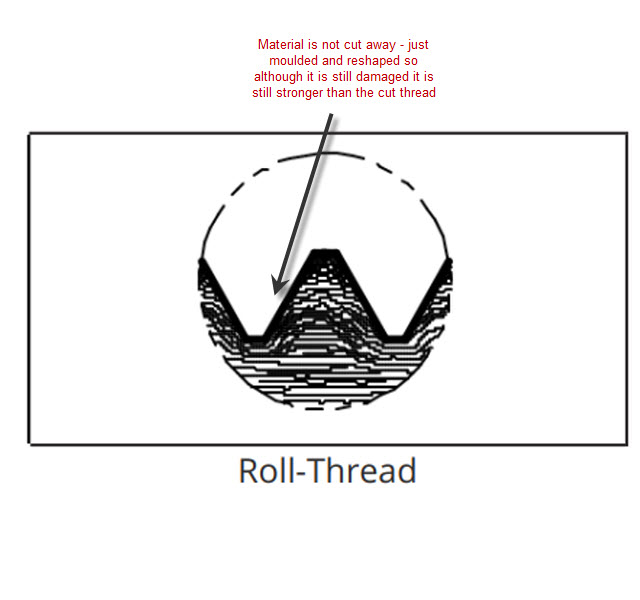
In Figure 2, The Rolled Components Grain Structure is displaced but not broken. That is not the case in Figure 1 where the Thread Cutting Method is applied.
Also, as we can see below the roll threading process uses an undersized bar to form the thread onto, which results in cheaper material costs
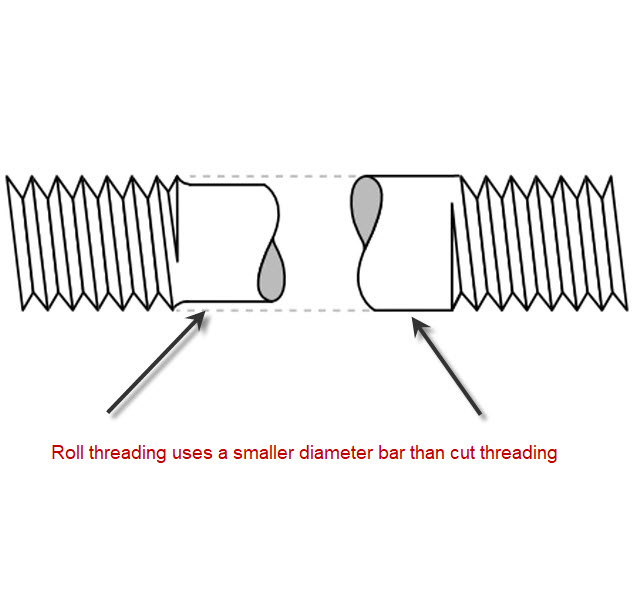
If we look at an M10 thread for example. With cut threading, you would use a 10 mm diameter bar (or even larger, 12, 14 mm for example). But with Roll threading, a typical diameter bar would be 8.95 mm. Considerably less material and therefore cheaper
Woah - wait - less material does that not make it weaker?
Well no. Or perhaps we should say probably not. If you specifically need a certain diameter bar for a project to give the required strength to a project then obviously using a small diameter bar will impinge on that (perhaps on a foundation bolt where the thread is only really there as a binding agent and the strength of the round bar is more important)
But in the vast majority of cases, the minor diameter of the thread is the weak point and all the science suggests that not only is a rolled thread not weaker, but it is also in fact stronger. The dimensions of the actual thread are no different as they must conform with the relevant standards in terms of diameters, thread angles, pitches etc. In addition, rolling increases the tensile strength of the thread by around 30% and can improve fatigue strength by 50-75% even at higher temperatures. And the static tensile strength of comparable parts has been shown to be around 10% higher in some cases. So not weaker, but probably stronger is the takeaway.
Benefits of Roll Threading
- The accuracy of the thread profile is excellent
- Higher quality surface finish
- Superior wear resistance
- Greater resistance to fatigue
- At least as strong if not stronger than comparable cut threaded parts
- Increased resistance to corrosion
- Production far more efficient in terms of time and cleanliness
- Reduced costs, not only from the reduced time taken to create the thread but also because the bar stock is a small diameter (therefore less material costs)
Are there any disadvantages?
Well, yes there are.
- You must have sets of the relevant hardened steel dies for each thread type and size
- It is difficult if not impossible to do with very high tensile strength materials (generally a material needs to be ductile enough to form (12% elongation factor) so for example cast iron would not be suitable
- Materials containing lead can cause flaking
- You have to source the correct sized bar suitable for each thread size.
- Very large components are a problem mainly because of the physical nature of the component
In Summary
Graphskill uses roll threading on the vast majority of products we manufacture because of the obvious benefits shown. Cheaper, better quality, stronger!